Better Processing Sweet Corn, Backed By Industry-Leading Research

Unless you’ve been in a sweet corn canning or freezing facility it’s hard to conceptualize the complexity. It’s hard to know what growers and processors need for sweet corn that goes through these facilities without first understanding how corn moves through the facility itself.
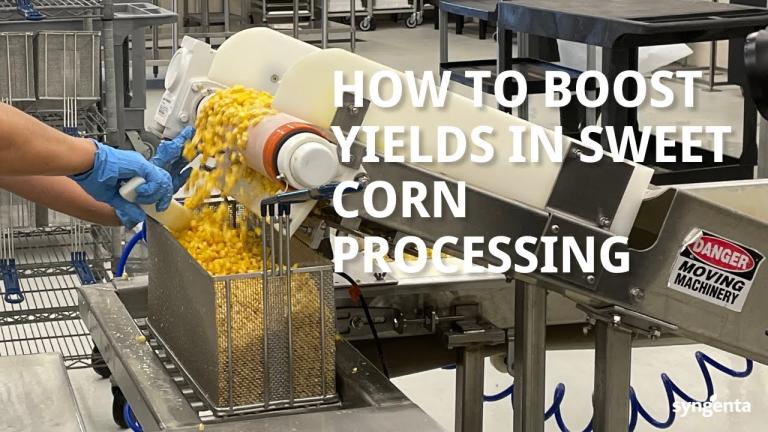
That’s why Syngenta created its own sweet corn processing facility in Stanton, Minn. The Yield Accelerator building houses the equipment needed to freeze and can sweet corn the same way major processors do—just at a smaller scale.
“It’s very important that Syngenta invested in this facility,” said Megan Cornell, Syngenta Vegetable Seeds Sweet Corn Operations Lead. “With it, we can help our processor customers by better evaluating the hybrids they’ll be using. They get to see it in the field, and as the finished product they’ll be producing.”
Sweet corn used for processing needs different quality characteristics than corn-on-the-cob. Syngenta researchers gain valuable insights into processor customer needs because they see and experience the opportunities and challenges that occur when the crop leaves the field and enters a canning or freezing facility firsthand.
“Processors want consistency and reliability not only in the grower’s field, but while it’s in a canning and freezing facility, too,” said Ilene Jones, Syngenta Sweet Corn Breeding Team Lead. “For them, easy-to-remove husks, good flow and high recovery are priorities.”
Playing this video requires a marketing consent.
Click anywhere on the video to renew your consents.
The Yield Accelerator Building data is provided back to breeders, who integrate the information into the breeding process to make better informed decisions about what hybrids to move forward.
“We can use this information to determine what parent lines are contributing to increased yield and recovery – one of the most important factors in sweet corn processing,” says Glenn McKay, Product Specialist, US Processing. “Recovery at the processing facility, in this case sweet corn, is the difference between what is purchased from the field and what actually goes out the door at the end of the day in cans or freezer bags.”
Breeders look for 45% to 50% recovery, but higher is always the goal because this is one of the most important factors contributing to profitability. While checking for recovery, researchers also note how certain hybrids flow through the plant, any kernel shape or color challenges, and taste test.
Syngenta is the only vegetable seed company investing in understanding processor concerns, and it’s an investment that will continue because these challenges are best understood by practice—actually processing and testing the sweet corn in freezing and canning.
Sweet corn is in a field of its own, grower needs are vastly different to that of their field corn neighbors, and even other vegetable growers have different experiences. When the complexity of fresh market versus processing is added in, there’s much to consider. For growers who work in the sweet corn processing – freezing and canning – industry, Syngenta aims to be a partner for those unique challenges.











